济南兰光新闻中心包含公司动态、公告、产品新闻等多种模块,为您展示最新、最全的企业资讯,让您了解更多包装检测行业的最新技术。
济南兰光新闻中心包含公司动态、公告、产品新闻等多种模块,为您展示最新、最全的企业资讯,让您了解更多包装检测行业的最新技术。 Labthink兰光拥有完善的服务体系,百余人的专业服务团队,能以多种语言通过电话、网络、移动平台、现场等多种途径为全球用户提供真诚、专业、及时、持续的服务和技术支持。
Labthink兰光拥有完善的服务体系,百余人的专业服务团队,能以多种语言通过电话、网络、移动平台、现场等多种途径为全球用户提供真诚、专业、及时、持续的服务和技术支持。

| 摘要 | 饮料瓶外所使用的标签大多为PET、PVC、PP材质的热收缩膜,利用加热原理使套标收缩进行包装。标签在收缩过程中是否可以保持良好的贴合效果,需要监测其收缩率、收缩力等指标是否合适。若热收缩标签膜的收缩率或收缩力过大或者过小,则易导致标签皱缩严重、瓶体发生形变、标签不贴合等现象。本文以新型的薄膜热缩性能测试仪为准,结合ISO 14616标准试验研究了饮料瓶PVC热收缩标签膜的收缩性能,详细介绍了设备的测试原理、参数及测试过程,可为标签膜等热收缩膜的收缩性能测试方面提供技术参考。 |
|---|---|
| 关键字 | 饮料瓶,标签,热收缩标签膜,热收缩膜,贴合性,收缩性能,收缩力,收缩率 |
| 文档 | 点击查看PDF文档 |
测试意义:
饮料瓶外部常附着一层标签,该标签通常采用不干胶标签或者热收缩标签两类,前者是通过标签上的不干胶进行搭接缝合,多为收缩环绕标签,以PP材质居多;后者则为收缩套管式标签,是利用收缩膜标签的热收缩性能,将套标裁切成合适的尺寸后套到容器上,再利用蒸汽、红外线或热风通道进行热处理,使套标紧贴在容器表面,以PET、PVC、PS材质为主。
热收缩标签膜是现今较为广泛应用的一种包装材料,具有包装紧实、透明美观、贴合度强等优点。热收缩膜作为高分子材料在加工时的特定高温环境下进行拉伸时,部分分子链段在拉伸方向上定向取向,无序卷曲的分子链段将会有序排列,待温度急速降低时,分子链段取向结构与内应力被“冷冻”,热收缩膜成品即在此温度下被定型。当热收缩膜被应用时,再次被加热到拉伸时的温度时,被“冷冻”的分子链段发生解取向,恢复到无序卷曲形态,即表现为热收缩现象。当进一步冷却时,已热收缩的薄膜将进一步紧致,产生一定的冷缩力。套标在热收缩的过程中,若其收缩率过大,或者收缩力(包括热缩力及冷缩力)过高,则易导致标签消耗量变大,并且标签收缩过度使得印刷图案发生变形,严重者则出现塑料瓶体发生变形等现象;若标签的收缩率较小,收缩力过低,则易出现标签不贴合瓶体等现象。因此,及时监控热收缩标签膜的收缩性能对保证饮料瓶瓶体美观、降低包装成本等方面具有关键性指导意义。

图1 饮料瓶热收缩标签膜(套标)
检测方法:
目前,国内热收缩膜产品标准中对热收缩性能的检测方法多为烘箱或油浴热收缩。但是,这两种测试方法均只能检测热收缩膜的热收缩率。而国际标准化组织发布的热收缩膜检测标准——ISO 14616则要求利用空气加热原理(即空气浴)进行薄膜各种热收缩性能的测试,包括热收缩力、冷缩力、收缩率、收缩时间等性能。所以本试验将参考ISO14616-1997《塑料 聚乙烯 乙烯共聚物及其混合物热收缩膜 收缩性能的测试》进行热收缩标签膜的热缩力、冷缩力以及收缩率的测试。
本解决方案将采用Labthink兰光公司自主研制的FST-02薄膜热缩性能测试仪结合上述标准检验饮料瓶PVC热收缩标签膜样品的收缩性能。
1、试验仪器
FST-02薄膜热缩性能测试仪(Labthink兰光),高精度力值传感器和位移传感器可精确测定试样的热缩性能参数,可测试试样收缩力量程为0.2 ~ 30 N,并可根据特殊需求定制更宽范围的力值;收缩力测量精度为±0.2%;可测试试样热缩位移量程为0.125~ 70 mm,热缩位移测量精度为±0.125 mm;试验用的加热腔体工作温度范围为室温 ~ 210℃,控温精度±0.5℃;设备可同时测试1~ 3组试样,试样尺寸为130 mm × 15 mm。
该设备满足多项国家和国际标准:ISO 14616、DIN53369,可以精确的定量测定塑料薄膜在热收缩过程中的热缩力、冷缩力、以及收缩率等性能。

图2 FST-02薄膜热缩性能测试仪
2. 试样的制备
沿着PVC标签膜的横、纵向分别裁取宽为15 mm的试样各20条,每2条为1组试样,即横、纵向各10组试样,每组试样分别用于热缩力、冷缩力、收缩率的测试。试样长度应保证夹具间有100 mm的有效长度。测试试样的厚度,至少测试3点,取平均值。用专用制样器在试样表面打穿出两个圆孔,便于试样的装夹。
3. 试验条件
地点:济南兰光包装安全检测中心
试验条件:23℃、50%RH
测试指标:最大热缩力、最大冷缩力、收缩率
4. 试验步骤
4.1 试验原理
将热收缩标签膜分别放置在带有位移传感器和力值传感器的夹具上,迅速升温到收缩温度,然后冷却,通过测试样品在封闭加热舱内受热后随时间变化的各收缩性能曲线,从而自动获得热缩力、冷缩力、收缩率及设置温度等结果值。
4.2 试验步骤
FST-02薄膜热缩性能测试仪可精确测试热收缩膜的各种收缩力及相应的收缩率,设备操作便捷:
l 安装试样:每组试样内其中1个试样必须完全平直的安装于拉力传感器上,拉力传感器受力为零。另一个试样须完全平直的置于支架臂与位移传感器上的夹具之间,有效长度为100 mm。
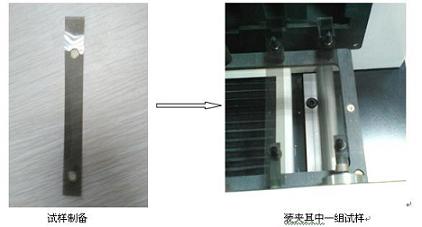
图3 制样、装样过程
l 根据PVC标签膜的参考温度,设置试验温度、结束温度等试验参数,点击开始试验选项,试验开始。
l 当设备加热舱内的温度达到试验温度后,试样自动进舱,试验开始计时,试样受热收缩并产生热缩力,当热缩力的数值下降约15% ~ 30%时,使试样离开加热舱并停止计时。则记录最佳设置温度下薄膜在15~30秒之内出现的最大热缩力、最大冷缩力、收缩率、最大热缩力出现时间等参数。
l 重复上述步骤,直至横、纵向的10组试样均完成测试。计算最大热缩力、最大冷缩力与收缩率的平均值。
l 最佳设置温度即可实现热收缩膜在15~30秒内出现最大收缩率的温度。如果所记录的试样最大收缩力数值出现在置于加热罩中不足15秒时,则逐步将设定温度降低10℃,重复试验,直至最大收缩力数值出现在15秒 ~ 30秒之间。相反,如果达到最大收缩力的时间大于30秒,则逐步将设定温度升高10℃,重复试验,直至最大收缩力出现在15秒 ~ 30秒之间。
4.3 试验结果
饮料瓶PVC标签膜在最佳设置温度下横向的最大热缩力、最大冷缩力以及收缩率的平均值分别为3.06N/15mm、3.28 N/15mm、38.1%,而纵向的最大热缩力、最大冷缩力以及收缩率的平均值分别为0.101N/15mm、0.674 N/15mm、1.95%。从上述数据可以看出,该PVC标签膜为横向收缩膜,即标签的横向围绕着瓶体进行收缩。
总结:
采用FST-02薄膜热缩性能测试仪测试热收缩标签膜时,可同时测试标签膜的热缩力、冷缩力及收缩率等性能指标,这是目前传统的烘箱法、油浴法无法比拟的。该设备的精准度、智能化程度、试验效率较高,除了热收缩标签膜以外,还可广泛用于肠衣膜、集束包装膜、消毒餐具包装膜、文体用品、工艺礼品、五金件等各种产品的热收缩膜的收缩性能测试。